


+7 (495) 255-1559
многоканальный







- Главная
- Технологии
Технология гибки алюминиевого профиля
Станок для гибки алюминиевого профиля от профессионалов
Сегодня широкое применение нашли изделия из гибкого пластика, поликарбоната и гнутого стекла. А так как изготавливаемые арочные конструкции (козырьки, навесы, крыши, стеклопакеты и прочие), как правило, подразумевают наличие надежной арматуры, то довольно востребованной услугой является гибка алюминиевого профиля. Изготовить качественные каркасы из алюминия помогает специальное оборудование, приобрести которое вы можете в нашей компании «Профиль-Дизайн».
Вышеупомянутые станки могут иметь разные конструкции, способы управления, габариты и вес, но в любом случае они подразумевают наличие специальных круглых роликов определенного радиуса, которые не только непосредственно изгибают материал, но и подают его. Подача профиля также может осуществляться с помощью специальных лент.
Чтобы грамотно выбрать и приобрести действительно надежное оборудование, лучше всего обращаться к солидным поставщикам и воспользоваться консультациями опытных специалистов, таких, например, как наша компания.
Как выбрать станки для гибки алюминиевого профиля ?
Предлагаемые нами профилегибочные станки могут иметь три или четыре фигурных ролика, расположенных в горизонтальной или вертикальной плоскости и вращающихся в определенном направлении. Эти нюансы следует учитывать при покупке подобного оборудования. Ведь в зависимости от этого, а также от размеров самих роликов будет зависеть радиус гиба. Поэтому обычно станок для гибки алюминиевого профиля выбирается с учетом желаемого конечного результата. Например, трехроликовые устройства помогут изготовить простые изогнутые изделия с заданным радиусом кривизны, а с помощью четырехроликовых агрегатов возможно получение изделий сложных конфигураций.
Кроме того, все представленные модели отличаются механическим или автоматизированным управлением: радиус гиба задается вручную специальными рукоятками или с помощью компьютера.
Сами ролики могут быть изготовлены из стали или полимерных материалов. Вторые – более предпочтительны для гибки окрашенного профиля, так как они создают меньшее трение при соприкосновении с ним и исключают вероятность повреждения лицевой поверхности. Причем они гораздо легче и дешевле стальных аналогов и лучше противостоят действию коррозии. Но зато у стальных роликов гораздо больший срок службы и их рациональнее приобретать, если подразумевается гибка неокрашенного профиля.
Конструкция полуциркульной арки и свода возникла в древней Месопотамии и потом успешно применялась во всех архитектурных стилях, слегка меняя свою форму. С развитием цивилизации она стала символом небесного свода, прохождение через арку означало новое, духовное рождение человека. Вот почему использование арочных и круглых окон и арочных дверей в архитектуре здания всегда выгодно отличает его среди других строений и придает ему особый вид. С появлением в современном строительстве светопрозрачных гибких пластиков (сотового и монолитного поликарбонатов) использование арочных несущих конструкций, соответствующих главному достоинству пластиков - возможности быть изогнутым по криволинейной поверхности, стало еще более массовым. Это позволяет архитекторам создавать самые разнообразные формы не только для кровельных светопрозрачных конструкций (козырьков, галерей, атриумов, и др.), но и для вертикальных фасадных конструкций, где в качестве заполнения применяются стеклопакеты с молированным (изогнутым) стеклом.
Оборудование для гибки алюминиевого профиля
 Материалы, применяемые в современных оконных и витражных конструкциях, позволяют получить изогнутую деталь с минимальными затратами. В процессе гибки заготовка профиля подвергается холодному деформированию посредством обработки на профилегибочном станке. Заготовка проходит через несколько фигурных роликов заданного калибра, по геометрии повторяющих поперечный контур профиля. Профилегибочные станки классифицируют по количеству роликов и по ориентации роликов в пространстве: в горизонтальной или в вертикальной плоскости. По количеству роликов (или валков) станки бывают трехроликовые и четырехроликовые.
Материалы, применяемые в современных оконных и витражных конструкциях, позволяют получить изогнутую деталь с минимальными затратами. В процессе гибки заготовка профиля подвергается холодному деформированию посредством обработки на профилегибочном станке. Заготовка проходит через несколько фигурных роликов заданного калибра, по геометрии повторяющих поперечный контур профиля. Профилегибочные станки классифицируют по количеству роликов и по ориентации роликов в пространстве: в горизонтальной или в вертикальной плоскости. По количеству роликов (или валков) станки бывают трехроликовые и четырехроликовые.
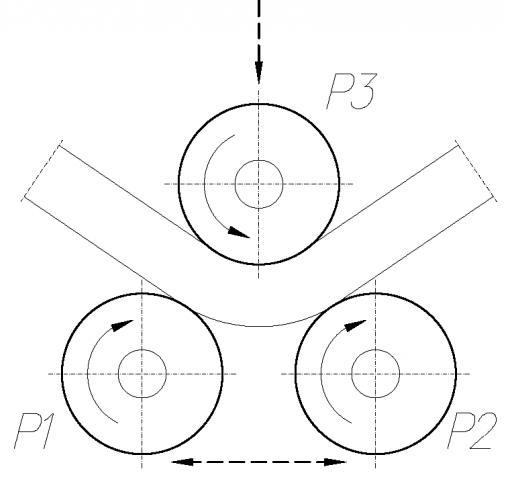
Схема трехроликового станка представляет собой трехточечную систему, через которую проходит заготовка профиля: две точки - ролики Р1 и Р2, вращающиеся в одном направлении и одна точка – ролик Р3, вращающийся навстречу (смотрите на рисунке справа). Оси роликов Р1 и Р2 находятся на одной линии и в результате вращения, производят горизонтальную подачу профиля со скоростью V1 к подвижному ролику Р3, который в перпендикулярном направлении создает изгибающее давление на профиль со скоростью V2. Изменяя расстояние между роликами Р1 и Р2 изменяется радиус гиба профиля.
Профили с малыми радиусами гиба гнут за несколько проходов. После каждого прохода заготовке придается заданная кривизна дуги, все более приближающаяся к требуемой форме профиля, и только при последнем проходе профиль получается с требуемым радиусом гиба.
Четырехроликовые станки используются для гибки профилей, которые имеют сложную криволинейную форму, а так же форму спиралей или кругов. Конструкция таких станков, отличается тем, что два ведущих ролика подают заготовку, а еще два ролика изгибают заготовку. Необходимый радиус гибки, настраивается компьютером или вручную при помощи вращения рукояток.
 |
 |
Сменные ролики
Непосредственное воздействие на алюминиевый профиль в процессе гибки осуществляют ролики, которые изготавливают из стали или из высокопрочных полимеров (полиамид 6, полиэтилен, полиацеталь, капролон).
Ролики из стали имеют больший срок службы, но и применяют их в основном для гибки неокрашенного профиля. Ролики из полимеров, применяемые для гибки алюминиевых профилей и профилей ПВХ, имеют соответственно меньший вес, высокую устойчивость к коррозии и обладают большими антифрикционными свойствами. Самое важное, при их использовании не повреждается лицевая поверхность изделий, то есть можно гнуть окрашенные профили. Ролики из полимеров легче обрабатываются, следовательно, имеют более низкую стоимость, чем ролики из стали.
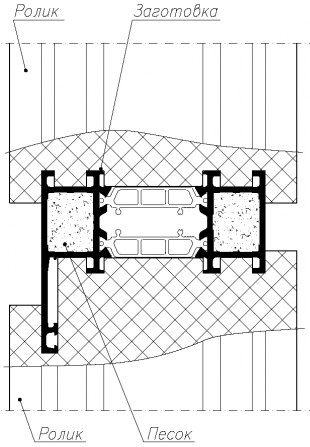
Общий вид алюминиевых профилей оконных серий и применяемые для их гибки ролики изображены на рис. 1-4. На рис. 1 показан однокамерный профиль оконной серии S50 без терморазрыва. На рис. 2 показан комбинированный профиль оконной серии S70 с терморазрывом. В обоих случаях помимо самого профиля рамы или створки необходимо гнуть еще и профиль штапика.
 |
 |
 |
 |
| Рис. 1 | Рис. 2 | Рис. 3 | Рис. 4 |
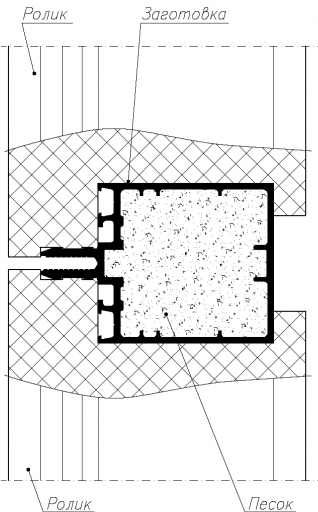
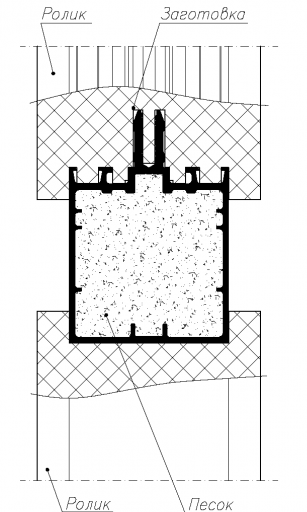
Для фасадной серии один и тот же профиль может быть изогнут в двух плоскостях, для чего изготавливаются разные ролики.
На рис. 3 показан профиль ригеля фасадной серии F50. На рис. 4 показан профиль стойки фасадной серии F50.
Подготовка профиля
Подготовка профиля к гибке зависит от его длины заготовки и занимает в среднем от 15 до 20 минут, а сам процесс гибки занимает 7-8 минут. В начале производят разметку заготовки профиля с учетом технологических отрезков. Во избежание в процессе гибки сплющивания стенок профиля, появления трещин и помятостей камеры профиля плотно набивают кварцевым песком. Чтобы набивка не была рыхлой и не привела к приплюснутости в области сгиба, по мере наполнения камер, стенки профиля обстукивают сверху вниз, уплотняя, таким образом, песок. Затем профиль обязательно закрывают с обеих торцов заглушками, чтобы песок не высыпался из профиля в процессе гибки. Песок после использования не выбрасывается, т.к. после очередного использования качество песка только улучшается (фракции песка в процессе гибки становятся более мелкими) и его можно использовать неоднократно. Перед гибкой профили и ролики обязательно смазывают густым маслом для уменьшения трения между поверхностями роликов и наружными стенками профиля.
Процесс гибки
Для настройки профилегибочного станка вне зависимости от количества обычно требуется 2-3 профиля. Толщина стенки, срок хранения алюминиевого профиля, состояние его поставки и геометрические характеристики профиля - все эти показатели влияют на возможность гибки профиля с тем или иным радиусом и на последующее качество дуги. Минимальный радиус зависит также и от ширины профиля. Для качественного системного профиля шириной от 45 до 50 мм можно достичь минимального радиуса от 150 до 175 мм. Ролики должны свободно скользить по полкам профиля, в противном случае профиль может скручиваться, этот факт учитывается при установке прижима. Поверхность роликов должна быть чистой во избежание получения задиров и царапин на обрабатываемом профиле. Ввиду того, что заготовка профиля покрыта маслом, вместе со смазкой на стенки роликов попадают пыль и песчинки, которые царапают поверхность профиля. Так же, во время гибки неокрашенного профиля силой трения могут отрываться от плакирующего слоя алюминия (тонкого слоя чистого алюминия) частицы окиси алюминия, которые размазываются по деформируемой поверхности и царапают стенки профиля и роликов. Поэтому в процессе гибки периодически протирают ролики чистой ветошью и счищают с них накопившуюся грязь. Основной показатель качества согнутого профиля - сохранение постоянного сечения, отсутствие гофры металла на внутренней кромке профиля, параллельность лицевых стенок профиля, недеформированные пазы под установку штапика и уплотнителя.
Новости
- Выгодная экономия для вашего производства
-
13 октября 2023 г.
Предлагаем вашему вниманию гибочные станки б/у.
Оборудование находится в отличном рабочем состоянии, обладает официальной гарантией производителя.
Предварительный срок эксплуатации – от 5 до 9 лет.
см. каталог или страницу по ссылке Гибочные станки БУ
- Приобретай продукцию на выставках и получай подарки
-
05 марта 2023 г.
Если вы приобретаете станки с действующих выставок в Европе и Москве,
компания «Профиль-Дизайн» предоставляет вам дополнительные скидки и бесплатно дополняет гибочные станки аркометром (специальным измерительным инструментом), а также другими полезными подарками.
- Обучение гибке алюминиевого профиля в ИТАЛИИ
-
25 февраля 2023 г.
Руководители фирмы Контек, филиал г.Ярославль посетили завод CLOMEA в Италии,
где прошли обучение на гибочном оборудовании фирмы CLOMEA.
В процесс обучения были выполнены все технические требования компании
и обучены технические специалисты работе с гибочным оборудованием для алюминиевого
профиля.


© ООО «Профиль-Дизайн» -полный спектр оборудования для гибки профилей из алюминия и пвх, 2026
WebCanape - создание сайта с каталогом и продвижение


